



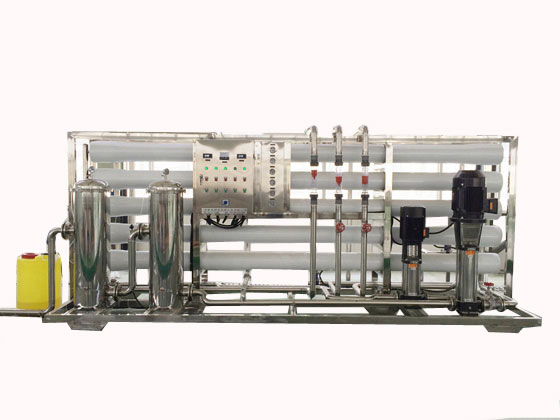
产品介绍
化工行业用反渗透设备是应用在化工行业的水处理设备,反渗透设备是通过反渗透膜的过滤原理来对原水进行处理的水处理设备,能够有效的去除水中的悬浮物、颗粒杂质等有害物质,保证出水水质能够符合企业的实际生产需要。
工艺设计
原水 → 原水箱 → 原水泵 →多介质过滤器→活性炭过滤器 →软水处理器(添加阻垢剂装置) → 精密过滤器 → 一级高压泵 → 一级反渗透(RO)装置 →中间水箱→一级增压泵→ 二级高压泵 → 二级反渗透(RO)装置→变频供水系统 → 用水点
设备特点
考虑到将来可能的需求或变化,在系统设计上适当的前瞻;
在设计上采用成熟的技术、运行可靠、管理方便并且节省投资的新工艺、新材料、新技术、新设备;
为确保系统的安全性和可靠性,提升系统的利用率和保证自控系统稳定可靠,采用可靠的自控技术和工艺设备;
在注重系统投资规格和运行成本——良好的经济效益的同时,也充分注意环保节能的要求——良好的社会效益。
技术参数
单级回收率:>75%
脱盐率:>99.5%
有机物去除率:>99%
进水温度:15-45℃
环境温度:5-45℃
给水压力:>0.2MPa
控制方式:全自动控制
使用电源:380VAC50Hz
二级RO产水电导率<5μs/cm@25℃(原水电导率<500μs/cm@25℃)
在线订购
如果您有产品报价或订购的需求,可在下方留言直接联系我们。请您填写相关信息,以便相关人员一时间联系您
Copyright©2008 www.yb371.com Inc.All rights reserved.友邦水处理管理 版权所有 豫ICP备18015247号-3 营业执照公示







 扫一扫 加入微信
扫一扫 加入微信