饮料行业2套50吨反渗透设备当前位置:首页 > 产品中心 > 反渗透设备 > 食品饮料行业纯净水设备




型号:YB--50T
产水量:50T/H(可根据用户要求而定)
适用范围:
在饮料行业,纯水是关键的原料之一,直接影响产品口感、澄清度和微生物控制。反渗透系统是其核心净化单元。两套50吨的设计通常用于:
1.灵活性:一用一备,或同时运行以满足高峰需求,保障生产连续性。
2.可维护性:一套设备维护时,另一套可维持基本生产。
3.分期建设:先安装一套,产能扩大时再安装第二套。
产品介绍
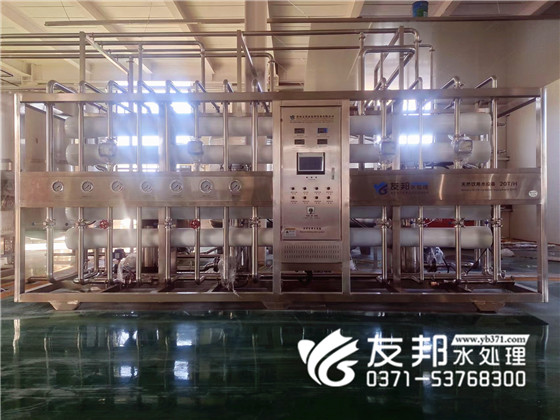
本次介绍的是两套各自独立运行的水处理设备,50吨/小时反渗透设备用于饮料行业
工艺设计
预处理系统:包括多介质过滤器、活性炭过滤器、保安过滤器等。多介质过滤器可去除原水中的大颗粒悬浮物和胶体;活性炭过滤器用于吸附有机物、余氯等;
反渗透系统:是设备的核心部分,主要由高压泵、反渗透膜组件、膜壳、浓水调节阀等组成。高压泵为原水提供足够的压力,使水能够克服渗透压通过反渗透膜;反渗透膜组件是实现分离的关键部件,由多个反渗透膜元件组装而成;膜壳用于容纳反渗透膜组件;浓水调节阀可调节浓水的排放量,控制系统的回收率。
控制系统:采用 PLC(可编程逻辑控制器)或其他自动化控制系统,对设备的运行参数如压力、流量、水质等进行实时监测和控制。可实现自动启停、故障报警、自动调节等功能,确保设备稳定运行,同时也便于操作和管理。
设备特点
高效除盐:对水中的各种盐分具有很高的脱除率,一般可达 95% - 99% 以上,能够有效降低水的电导率,生产出高质量的纯水。
适应性强:可以适应不同水质的原水,无论是地表水、地下水还是海水,只要经过适当的预处理,都能通过反渗透设备进行处理,满足不同工业生产对水质的要求。
自动化程度高:设备具备高度自动化的控制系统,减少了人工操作的工作量和误差,提高了生产效率和运行的稳定性。同时,还能通过远程监控等方式实现智能化管理,方便企业对设备的运行状况进行实时掌握。
运行成本低:在运行过程中,除了消耗一定的电能和定期更换预处理耗材及反渗透膜外,不需要添加大量的化学药剂,因此运行成本相对较低。而且,通过合理的设计和优化运行参数,可以提高水的回收率,进一步降低成本。
技术参数
系统总能力:100吨/小时 RO产水(两套同时运行)
单套能力:50吨/小时 RO产水
回收率:≥75%
出水水质:电导率 ≤ 10 μS/cm(符合多数饮料用水标准)
单套(50吨/小时)工艺流程简述:
原水箱 → 原水泵 → 多介质过滤器 → 活性炭过滤器 → 保安过滤器(5μm) → 高压泵 → 反渗透装置 → RO产水箱 → 输送泵 → 后段精处理或直接使用。
单套核心设备配置清单:
预处理系统
多介质过滤器:去除水中的悬浮物、胶体、泥沙,降低浊度。滤料通常为无烟煤、石英砂。
活性炭过滤器:吸附余氯、有机物、异味,保护后续RO膜免受氧化和污染。
阻垢剂/还原剂加药系统:投加阻垢剂防止RO膜结垢,若原水有余氯则需投加还原剂。
5μm保安过滤器:作为最终保护,防止颗粒物进入RO膜。
反渗透主机
高压泵:不锈钢多级离心泵,为RO膜提供所需压力。
RO膜元件:通常采用8040规格的苦咸水膜,单套需约40-44支(按每支产水1.2-1.3吨/小时计算),排列方式常为 20:10:5 或 24:12:6(两级,含段间增压泵)。
膜压力容器:FRP材质,6芯装,约7-8支。
清洗系统:包括清洗箱、清洗泵,用于定期化学清洗。
电控系统
PLC控制柜,具备自动运行、低压保护、高压保护、液位联动、电导率显示和报警功能。
客户案例
在线订购
如果您有产品报价或订购的需求,可在下方留言直接联系我们。请您填写相关信息,以便相关人员一时间联系您
Copyright©2008 www.yb371.com Inc.All rights reserved.友邦水处理管理 版权所有 豫ICP备18015247号-3 营业执照公示









 扫一扫 加入微信
扫一扫 加入微信